

Centrifuga gisado el pluraj vitroj el E-vitro por fabrikado de tuboj kun diversaj specifoj



Kunmetita roving por centrifuga gisado estas kovrita per silano-bazita apreturo, kongrua kun UP-rezino, liverante bonegan hakeblecon kaj disperson, malaltan statikan elektron, rapidan malsekiĝon kaj bonegajn mekanikajn ecojn de la kompozitaj produktoj.

Trajtoj
- Bonega statika kontrolo kaj hakebleco
- Rapida malsekiĝo
- Malalta postulo pri rezino, permesante altan ŝarĝon de plenigaĵo por malalta kosto
- Bonega mekanika eco de la finitaj kompozitaj partojkun rezinoj
Apliko
Ĉefe uzata por produkti HOBAS-tubojn de diversaj specifoj kaj povas multe plibonigi la forton de FRP-tuboj.

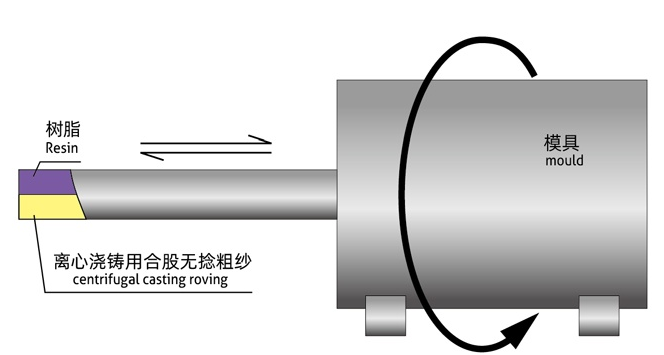
Centrifuga Gisada Procezo
La krudmaterialoj, inkluzive de rezino, hakita plifortigo (vitrofibro), kaj plenigaĵo, estas enmetitaj en la internon de rotacianta muldilo laŭ specifa proporcio. Pro centrifuga forto, la materialoj estas premitaj kontraŭ la muron de la muldilo sub premo, kaj la kunmetitaj materialoj estas kompaktigitaj kaj sen-aerigitaj. Post hardado, la kompozita parto estas forigita el la muldilo.
| Tipo de Vitro | E |
| Kunmetita vagado | R |
| Filamenta Diametro, μm | 13 |
| Lineara denseco, teks | 2400 |
| Produkta Procezo | Centrifuga Gisado |
| Teknikaj Parametroj | |||
| Lineara Denseco (%) | Humidenhavo (%) | Grandeco Enhavo (%) | Rigideco (mm) |
| ISO 1889 | ISO 3344 | ISO 1887 | ISO 3375 |
| ±5 | ≤0.10 | 0,95 ± 0,15 | 130±20 |




